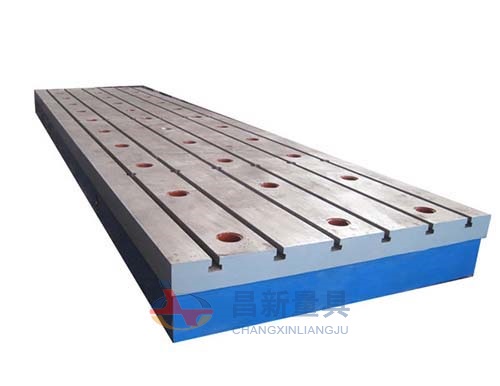
鑄鐵平臺作為工業測量、裝配的基準裝備,其性能與精度取決于生產全流程的每一個細節。建新鑄造通過二十余年的工藝積淀,形成了一套涵蓋原料篩選、熔煉控制、鑄造成型、熱處理時效、精密加工及質量檢測的全工序管控體系,確保每臺平臺的平面度、硬度等關鍵指標達到行業領先水平。
原料篩選:奠定品質基石的第一道防線
鑄鐵平臺的性能始于優質原料的選擇。建新鑄造采用的原生鑄鐵錠需經過三重檢測:首先通過光譜分析儀測定碳、硅、錳等元素含量,確保灰鑄鐵原料中碳含量穩定在 2.9%-3.5%、硅含量 1.2%-2.0%,這一配比能平衡平臺的強度與減震性;其次對原料進行金相組織抽檢,要求石墨形態呈均勻分布的片狀(灰鑄鐵)或球狀(球墨鑄鐵),不允許出現密集型滲碳體;最后通過超聲波探傷排查原料內部的氣孔、裂紋等缺陷,不合格原料直接剔除。
對于球墨鑄鐵平臺,還需嚴格控制球化劑(如鎂合金)的純度,要求鎂含量≥85%,并通過預處理去除其中的硫、鉛等有害元素 —— 這些元素會導致球化衰退,影響平臺的韌性。
熔煉控制:精準調控鑄就均勻材質
熔煉環節是決定鑄鐵成分均勻性的核心。建新鑄造采用 10 噸中頻感應電爐,通過智能溫控系統將爐溫穩定在 1450±10℃:溫度過低會導致元素溶解不充分,形成成分偏析;過高則會增加氧化燒損。熔煉過程中,每 30 分鐘取樣一次,通過快速熱分析儀測定鐵水的碳當量(CE 值),確保灰鑄鐵 CE 值在 4.2%-4.6%,球墨鑄鐵在 4.0%-4.4%,以此保證鐵水的流動性和鑄造性能。
對于球墨鑄鐵的熔煉,在出鐵前 5 分鐘加入球化劑和孕育劑(硅鐵),通過 “沖入法” 實現石墨球化:球化劑加入量為鐵水重量的 1.2%-1.5%,孕育劑為 0.8%-1.0%,并通過攪拌裝置確保反應充分。出鐵時采用隨流孕育技術,進一步細化石墨顆粒,提升材質的力學性能。
鑄造成型:砂型工藝決定初始精度
建新鑄造根據平臺規格采用不同的鑄造工藝:小型平臺(≤2 米)采用樹脂砂型,中型平臺(2-5 米)采用水玻璃砂型,大型平臺(>5 米)則采用復合砂型(面砂為樹脂砂,背砂為水玻璃砂)。砂型的緊實度控制在 70-80AFS,通過全自動砂型成型機實現均勻緊實,避免因砂型密度不均導致鑄件縮孔。
澆注過程采用階梯式澆注系統,大型平臺設置 3-5 個內澆口,確保鐵水平穩充型,充型時間控制在 30-60 秒(根據平臺厚度調整)。澆注溫度嚴格控制在 1380-1420℃,低溫澆注可減少氧化和收縮,但易產生澆不足;高溫澆注則會增加砂型侵蝕,需通過智能澆注機器人精準把控。
熱處理時效:消除內應力的關鍵工序
鑄件冷卻至室溫后,需立即進行去應力退火處理。建新鑄造的連續式退火爐采用三段式溫控:200℃以下緩慢升溫(≤50℃/h),避免溫差過大產生新應力;600-650℃恒溫 4-8 小時(根據平臺厚度,每 100mm 增加 1 小時),使鑄件內部應力充分釋放;隨后隨爐冷卻至 200℃以下方可出爐。
對于精度等級 0 級、1 級的平臺,還需進行人工時效處理:將平臺放置在恒溫(20±2℃)、恒濕(50±5% RH)的時效室中,靜置 30 天,通過自然時效進一步穩定尺寸。過程中每天測量平臺的變形量,直至連續 5 天變形量≤0.01mm/m,方可進入下道工序。
精密加工:多工序聯動實現微米級精度
加工環節分為粗加工、半精加工和精加工三個階段。粗加工采用龍門銑床去除鑄件表面的氧化皮和多余余量,保留 5-8mm 加工余量;半精加工使用數控銑床,通過激光干涉儀實時補償進給誤差,將平面度控制在 0.1mm/m 以內;精加工則采用高精度磨削工藝,M7130 型平面磨床配備進口砂輪(粒度 80#-120#),磨削進給量控制在 0.01-0.03mm / 次,最終使平臺的平面度達到 0 級(≤0.02mm/m)。
加工過程中需嚴格控制切削液的濃度(5%-8%)和溫度(25±3℃),避免因熱變形影響精度。每道加工工序后,都要使用合像水平儀進行檢測,確保前道工序誤差不傳遞至下道工序。
質量檢測:全項核驗保障最終品質
成品檢測執行 “三檢制”:自檢環節由操作工使用百分表檢測平面度;專檢環節通過電子水平儀(精度 0.001mm/m)和硬度計(洛氏 HRC 或布氏 HB)全面檢測;終檢環節則在恒溫實驗室(20±1℃)中,采用激光跟蹤儀進行三維精度掃描,生成精度報告。
對于客戶定制的特殊平臺,還需進行載荷測試:在平臺表面均勻施加 1.2 倍額定載荷,保持 24 小時后重新檢測平面度,變形量需≤0.03mm/m。所有檢測數據存入產品檔案,實現質量可追溯。
從原料到成品,建新鑄造通過 28 道關鍵工序的精細化管控,使鑄鐵平臺的合格率穩定在 99.5% 以上。這一全工序質量控制體系,既是對客戶需求的精準響應,也是建新鑄造 “精工鑄品” 理念的最佳詮釋。
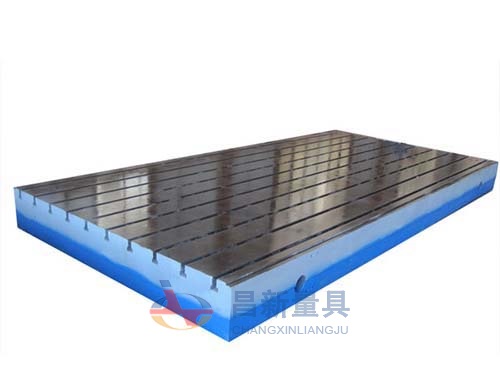
焊接平臺的核心規格參數詳解
做加工的選擇焊接平臺,選不對易變形、精度不足影響加工,還會增加返工成本。無需被專業術語困擾,核心只需關注三點:材質、精度、承載重量。本文用直白語言說明不同場景的選擇方法,幫助快速匹配自身需求。.....
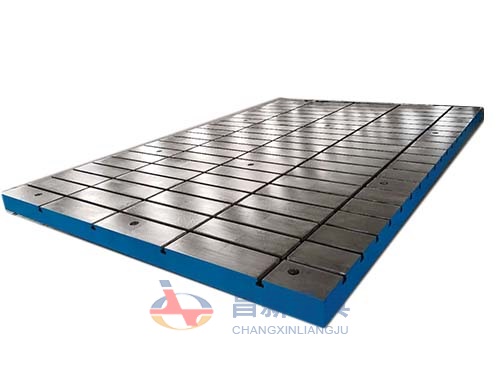
焊接平臺尺寸選型指南:如何匹配工件大小與作業場景
一、核心選型原則平臺實際可用面積需比工件最大平放面積多留合理余量,常規場景留 30% 操作空間(含夾具安裝、工件微調),特殊場景(變位機配合、異形件焊接)留 50%,避免焊接時發生干涉。二、分場景選型方法(附實例)場景 1:單件小工件焊接(如支架、小型法蘭)工件特點尺寸小(常見 300mm×500mm、400mm×600mm),........
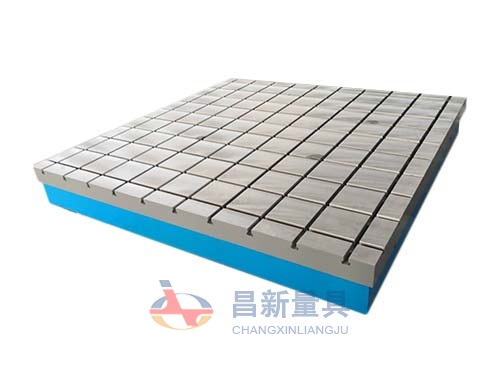
焊接平臺安裝調試指南
一、安裝前準備(3 項核心檢查)1.場地要求:地面需平整(高低差≤5mm/㎡),承重能力≥平臺額定承重的 1.2 倍(如 2000kg/㎡平臺,地面需能承受 2400kg/㎡);遠離振動源(如沖床、切割機),避免焊接時平臺共振;預留操作空間:平臺四周至少留 80cm 通道,方便調試和焊接作業。2.工具準備:框式水平儀(精度 0.02mm/m,........
鑄鐵平臺的保養方法有哪些?能延長使用壽命嗎?
做好鑄鐵平臺的保養工作,不僅能保持其精度,還能顯著延長使用壽命。日常保養需注意以下幾點:清潔方面,每次使用后要及時清除平臺表面的灰塵、油污和雜物,可用干凈的抹布蘸取中性清潔劑擦拭,避免使用腐蝕性強的化學藥劑;防銹處理,長期不使用時,需在平臺表面涂抹防銹油,并覆蓋防潮紙;放置規范,應將平臺放在平整........
鑄鐵平臺為什么會出現精度誤差?如何避免?
在鑄鐵平臺的使用過程中,精度誤差是客戶極為關注的問題。造成精度誤差的原因主要有以下幾點:首先,材料選擇不當會影響平臺的穩定性,若鑄鐵材料的強度和硬度不足,在長期使用中易發生變形,進而導致精度下降;其次,加工工藝不規范,比如鑄造時冷卻速度不均勻,會使平臺內部存在應力,后續加工時就可能出現精度偏差;........
鑄鐵平臺材質選擇指南:從特性到場景的精準匹配
鑄鐵平臺作為工業生產中不可或缺的基礎裝備,其材質選擇直接決定了使用性能、壽命和適用場景。市場上常見的鑄鐵平臺材質主要有灰鑄鐵和球墨鑄鐵兩大類,二者在成分、性能和應用上存在顯著差異。掌握不同材質的特性,結合實際需求進行選擇,才能實現設備效能的最大化。灰鑄鐵:性價比之選,適配常規工業場景灰鑄鐵是目前........
鑄鐵平臺的生產周期是多久?定制產品需要注意什么?
鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般來說,標準規格和精度等級的鑄鐵平臺,生產周期通常在 15 - 30 天左右;如果是大型平臺或精度要求較高的產品,生產周期可能會延長至 30 - 60 天。鑄鐵平臺的生產周期受規格尺寸、精度等級、生產數量以及是否需要定制等因素影響。一般........
鑄鐵平臺與智能裝備協同發展,推動工業自動化升級
在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備的協同發展成為新的熱點。某自動化設備制造商推出了一款集成鑄鐵平臺的智能裝配工作站,該工作站將高精度鑄鐵平臺作為基礎工作平面,結合工業機器人、視覺檢測系統和自動化控制系統,實現了零部件的高精度自動裝配。在工業自動化快速發展的趨勢下,鑄鐵平臺與智能裝備........







